
에어젯 직기의 에너지 절약 및 소비 감소에 대한 팁을 공유합니다.
2026-01-29
I. 주 노즐: 정밀한 위치 선정 및 압력 일치를 통해 비효율적인 공기 소모를 줄입니다.
주 노즐은 씨실의 초기 가속을 위한 동력원입니다. 노즐의 위치와 압력은 공기 흐름 이용률을 직접적으로 결정합니다. 과도한 압력과 위치 오차로 인한 에너지 낭비는 반드시 피해야 합니다.
1. 설치 위치: 공기 흐름 원뿔 모양에 따른 정밀한 보정.
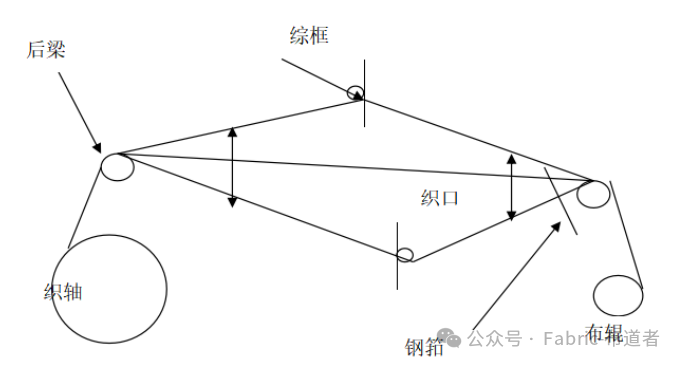
핵심 원리: 메인 노즐과 첫 번째 불규칙한 모양의 리드 이빨 사이의 거리가 공기 흐름 확산 정도를 결정합니다. 거리가 너무 가까우면 공기 흐름이 리드 홈에 들어가기 전에 충분히 집중되지 않아 리드 이빨과 쉽게 충돌하고 에너지가 손실됩니다. 반대로 거리가 너무 멀면 공기 흐름 확산이 심해져 씨실을 효과적으로 당기지 못하게 됩니다.
실용적인 방법: 스트로보스코프를 사용하여 공기 흐름 원뿔의 모양(원뿔형이며, 끝부분은 리드 홈의 중심을 향함)을 관찰합니다. 공기 흐름 원뿔이 리드 홈 입구를 완전히 덮도록 거리를 조절하고, 원뿔 각도를 최소화합니다(이상적인 원뿔 각도는 30° 이하). 예를 들어, 특정 모델의 권장 거리는 15~20mm이며, 리드 홈 너비(일반적으로 4~6mm)에 따라 미세 조정해야 합니다.
2. 압력 설정: 최소 유효 압력 원칙
씨실 특성에 맞춘 압력 조절: 압력은 씨실 굵기(가는 데니어의 씨실에는 낮은 압력, 굵은 씨실에는 약간 높은 압력), 원단 폭(넓은 원단에는 약간 높은 압력), 기계 속도(고속 작업 시에는 짧은 시간 동안 높은 압력을 가해야 하고, 저속 작업 시에는 낮은 압력을 사용할 수 있음)를 고려하여 설정해야 합니다.
조정 기준: 위사 끊김이 적고, 가장자리 풀림이나 위사 수축이 없는 상태를 기준으로 삼고, 압력을 임계값까지 점진적으로 낮춥니다. 예를 들어, 60S 순수 폴리에스터사를 사용하는 경우, 650rpm의 회전 속도에서 주 노즐 압력을 0.4MPa에서 0.32MPa로 (20% 감소) 낮추더라도 위사 끊김률은 크게 증가하지 않아 공기 소모량을 현저히 줄일 수 있습니다.
위험 경고: 과도한 압력은 씨실의 빠른 풀림 및 파손을 유발할 수 있습니다(특히 꼬임이 약한 실의 경우). 동시에, 날실에 부딪히는 공기 흐름은 마찰 저항을 증가시켜 간접적으로 공기 소모량을 늘립니다.
II. 보조 노즐: 공정 매개변수의 정밀 제어(공기 소모량의 75%를 차지하며, 핵심 최적화 목표). 보조 노즐은 씨실이 비행하는 동안 장력과 가속도를 조절하는 역할을 합니다. 압력, 시간, 위치 및 종류를 조화롭게 최적화하는 것이 공기 소모량 감소의 핵심입니다.
1. 압력 설정 전략
씨실이 이동하는 동안 보조 노즐에서 나오는 공기 흐름 속도는 씨실의 초기 속도(즉, 씨실의 이동 속도)보다 빨라야 합니다. 씨실의 앞쪽 가장자리는 항상 고속 공기 흐름의 영향을 받아야 합니다. 이를 위해서는 보조 노즐의 공기압이 주 노즐의 공기압보다 높아야 합니다. 또한, 씨실의 앞쪽 가장자리가 앞으로 이동할 때, 보조 노즐은 씨실이 앞으로 밀리거나 뒤로 눌리는 것을 방지하기 위해 공기 공급 밸브를 순차적으로 열고 닫아야 합니다.
그러나 실제 생산에서는 보조 노즐 압력은 일반적으로 미리 설정된 주 노즐 압력을 0.02~0.1 MPa 증가시켜 결정합니다. 이때 씨실 파손을 줄이고 공기 소모량을 절약하도록 주의해야 합니다.
2. 분사 시간: "선도 개방 + 정확한 폐쇄"
개방 시간(선행 각도): 각 보조 노즐 그룹은 씨실이 도달하기 10°~20° 전에 열려야 합니다(직기 인코더를 통해 설정). 이는 공기 흐름이 씨실의 앞쪽 가장자리에 미리 작용하도록 하기 위함입니다.
닫힘 시간(지연 각도): 마지막 보조 노즐 그룹은 씨실이 가장자리에 도달한 후 20° 후에 닫힙니다(20° 지연 각도). 이는 노즐이 너무 늦게 닫혀 공기 흐름이 날실에 부딪히는 것을 방지하기 위함입니다. 주의: 닫힘 시간은 씨실이 가장자리에 도달한 후 20°를 초과해서는 안 됩니다. 그렇지 않으면 노즐이 이미 아래쪽 날실 아래로 들어가 공기 흐름이 완전히 무효화됩니다.
보조 노즐 분사 시간: 40°~80°(직기 회전 속도 600~800rpm에 해당) 사이에서 조절합니다. 분사 시간이 너무 길면 공기 소모량이 증가하고, 너무 짧으면 씨실이 느슨해질 수 있습니다.
각 보조 노즐 그룹의 시작 시간 설정은 다음 패턴을 따릅니다.
처음 네 개의 보조 노즐 그룹의 분사 시간은 마지막 네 개의 보조 노즐 그룹의 분사 시간보다 짧습니다. 이는 처음 네 개의 보조 노즐 그룹이 작동하는 동안 메인 노즐이 계속 작동하여 보조 노즐과 씨실 삽입 작업의 일부를 분담하기 때문입니다.
마지막 네 개의 보조 노즐 그룹은 주 노즐의 도움을 받지 못하므로, 씨실 삽입 요구 사항을 충족하기 위해 작업 시간을 연장해야 합니다. 실제 작업에서는 씨실 반동과 같은 결함을 줄이기 위해 마지막 보조 노즐 그룹의 작업 시간을 의도적으로 연장해야 하는 경우가 있습니다.
3. 설치 위치: "Angle 일관성 + 그룹 매칭"
각도 매개변수 표준화: 보조 노즐은 리드 홈의 중심과 일치해야 합니다. 분사 각도 α = 8°(상향), 분사 방향 각도 β = 5°(후방)로 설정하여 공기 흐름이 리드 홈의 중심으로 유입되어 주 공기 흐름과 합쳐지도록 합니다.
그룹 매칭: 동일 모델의 보조 노즐은 α 및 β 각도에 허용 오차가 있습니다(예: 수입 노즐은 α 편차 ±0.5°, 국산 노즐은 ±0.7°). 측정된 각도에 따라 그룹으로 분류해야 합니다(예: A 그룹 α = 7.5°-8.5°, B 그룹 α = 8.5°-9.5°). 동일 그룹 내의 노즐은 기류 방향의 혼란을 방지하기 위해 함께 사용해야 합니다.
보조 분사 장치 내부 조정기 보조 교정: 전용 조정기를 사용하십시오. 센서를 리드 홈에 넣어 공기 흐름 신호를 수신하고 공기 흐름 중심과 리드 홈 중심 간의 실시간 편차를 표시합니다. 편차가 0.5mm 이하가 될 때까지 노즐 각도를 수동으로 미세 조정하십시오.
보조 분사 장치 내부 조절기 교정: 전용 조절기를 사용하십시오. 센서를 리드 홈에 넣어 공기 흐름 신호를 수신하고 공기 흐름 중심과 리드 홈 중심 간의 편차를 실시간으로 표시합니다. 편차가 0.5mm 이하가 될 때까지 노즐 각도를 수동으로 미세 조정하십시오.
4. 노즐 유형: 다중 구멍 클러스터링 + 저저항 설계가 권장됩니다.
구조적 비교: 단일 구멍 노즐은 공기 흐름 확산 속도가 빠르고 분사 거리가 짧습니다. 일반적으로 다중 구멍 노즐(예: 19×φ0.05mm 정육각형 배열)은 공기 흐름 집중도가 더 높고 분사 거리가 더 깁니다(단일 구멍 노즐보다 분사 거리가 30% 더 김).
선택 권장 사항: 특히 폭이 넓은 직기의 경우, 공기 흐름 마찰 저항을 줄이기 위해 유선형 노즐 하우징과 결합된 다중 구멍 노즐을 우선적으로 고려하십시오. 이를 통해 단일 노즐의 공기 소모량을 15~20% 줄일 수 있습니다.
III. 솔레노이드 밸브: 유효 분사 시간을 단축하고 유효 지연 시간을 줄여야 합니다. 솔레노이드 밸브의 개폐 지연 시간(개방 지연 0.06초, 폐쇄 지연 0.04초)으로 인해 공기 흐름이 낭비되므로, 매개변수 최적화를 통해 유효 분사 시간을 단축해야 합니다.
1. 동작 시간과 전압의 일치
유효 분사 범위: 유효 분사 시간(섹션 기원전)은 솔레노이드 밸브가 열린 후 압력이 90%까지 상승하는 시점(t1)부터 밸브가 닫힐 때 압력이 50%까지 떨어지는 시점(t2) 사이의 기간이며, 완전 개방 및 폐쇄 시간(섹션 ab+CD)이 아닙니다.
디버깅 방법: 오실로스코프를 사용하여 솔레노이드 밸브 전류 파형을 모니터링하고 전압을 조정(예: 24V에서 28V로 증가)하여 개방 지연 시간을 단축하십시오. 또는 PLC 프로그램에서 ""pre-오픈"" 설정을 통해(5°~10°의 전기적 각도를 미리 트리거) 씨실이 도달하기 전에 공기 흐름이 안정적인 압력에 도달하도록 할 수 있습니다.
2. 그룹 제어 전략 및 파이프라인 최적화
독립적인 제어 ~의 그만큼 기본 대통 주둥이 솔레노이드 판막 그리고 보조자 대통 주둥이 솔레노이드 판막: 그만큼 기본 대통 주둥이 오직 열립니다 ~에 그만큼 초기의 단계 ~의 씨실 삽입, ~하는 동안 그만큼 보조자 노즐 열려 있는 ~에 여러 떼, 피하다 압력 위에 놓기 그리고 쓰레기 원인 ~에 의해 다수의 노즐 동시에 분무 공기.
동안 씨실 삽입, 그만큼 대량의 ~의 그만큼 씨실 방사 증가 ~와 함께 그만큼 길이 ~의 씨실 삽입 ~처럼 그것 파리 ~을 통해 다른 섹션, 필요한 a 동 증가하다 ~에 그만큼 필수의 씨실-적재 공기 흐름 속도.
보조자 노즐 ~해야 한다 이상적으로 BE 공급됨 ~와 함께 공기 ~에서 둘 분리된 공기 실린더. 부터 그만큼 기본 대통 주둥이 닫힙니다 언제 그만큼 씨실 방사 ~이다 거의 밖으로 ~의 그만큼 창고, 그만큼 공기 압력 ~의 그만큼 보조자 노즐 ~에 그만큼 오른쪽 옆 필요함 에게 BE 증가된 에게 예방하다 a 감소하다 ~에 씨실 방사 비행 속도.
이것 분리된 공기 공급 허용합니다 ~을 위한 독립적인 제어 ~의 그만큼 공기 흐름 압력 ~에 그만큼 둘 씨실 삽입 섹션. 이것 상당히 감소시킨다 공기 소비 그리고 또한 도움 안정화 씨실 방사 비행.
기본 관로 지름 ≥25mm (원래 16mm) 에게 줄이다 압력 손실 ~을 따라 그만큼 관로 (압력 떨어지다 ≤0.02MPa 대 10m ~의 관로);
IV. 직조기 속도 그리고 프로세스 조정: 피하다 "blindly 증가하는 스피드"
관계 ~ 사이 속도 그리고 공기 소비: 을 위한 모든 100rpm 증가하다 ~에 기계 속도, 그만큼 숫자 ~의 씨실 삽입 대 단위 시간 증가, 그리고 공기 소비 증가 선형적으로 (e.g., 공기 소비 증가 ~에 의해 18% ~에 700rpm 비교하다 에게 600rpm).
결정하다 그만큼 속도 ~의 a 직조기 필수 고려 사항 ~의 많은 요인. ~ 안에 실제 생산, a 더 높은 직조기 속도 ~이다 ~ 아니다 언제나 더 나은; 그것 ~해야 한다 BE 단호한 기반을 둔 ~에 그만큼 특정한 상황 ~의 각 공장 에게 최적화 능률 그리고 에너지 소비.
VI. 요약: 그만큼 열쇠 에게 체계적인 에너지 절감
줄이는 공기 소비 ~에 공기-제트기 직기 필수 부착하다 에게 그만큼 원칙 ~의 "정확한 제어 + 동적 어울리는 + 체계 조정":
기본 대통 주둥이: 줄이다 초기의 공기 소비 ~에 의해 사용 "minimum 효과적인 압력 + 최적의 위치";
보조자 대통 주둥이: 개선하다 공기 흐름 이용 ~을 통해 "gradient 압력, 정밀한 타이밍, 그리고 그룹 매칭" (공기 소비 계정 ~을 위한 75%, ~와 함께 최고 최적화 잠재적인);
솔레노이드 밸브 그리고 공기 공급 체계: 줄이다 효과적인 지연 그리고 분절 공기 공급 에게 줄이다 많은 공기 흐름;
글로벌 조정: 동적으로 조정하다 매개변수 기반을 둔 ~에 직조기 속도 그리고 씨실 방사 형질 에게 피하다 a "one-크기-잘 맞아요-모두 접근하다.
궁극적인 목표: 성취하다 a 15%-25% 절감 ~에 공기 소비 대 직조기 ~하는 동안 보장하는 구조 품질 (씨실 파손 비율 <1%, 씨실 수축 비율 <0.5%), ~하는 동안 더 나아가 탐색하기 에너지-절약 잠재적인 ~을 통해 기술 그런 ~처럼 변하기 쉬운 빈도 공기 압축기 그리고 쓰레기 열 회복.

소식
더운 소식


Contact Us
-
핸드폰:+86-519-83388368、86-13775633505
-
팩스:+86-519-83388368
-
이메일:admin@yongxushengmachine.com